|
���Č���������ճ��͵Ļ���ԭ�������P�g�Z�M�н�B��������˽��������ͼ��g��֪����������ô�ӹ����͵ġ�
һ�������������ԭ��
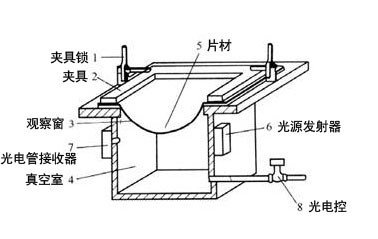
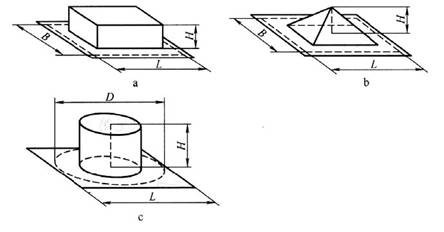
�����������ˇ���D2-1����һ�N����ͼӹ����������ß���������Ƭ�ģ������_�ښ��w��Ʒ��һ�N������������Ƭ�IJó�һ���ߴ�ӟ�ܛ��������Ƭ�ă���Ě≺���Cе������ʹ��׃�κ��N���ض���ģ��݆�����ϣ����^��s���ͣ�����߅������
������ܳ����@�N���ͷ��������������ʹƬ������׃�Ρ�����������F�������c���ƣ���˺�����ճ����dz��F���磬Ҳ��Ŀǰ������V��һ�N����ͷ�����
�D2-1 ����ԭ��ʾ��D

�������ܟoģ����
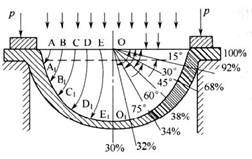
��՟oģ�����^����D2-2��ʾ����Ƭ�ļӟᵽ����ضȺ����ڊA�֭h�ϣ��É��h���o�����_��ձ��y�T����գ�ͨ�^��늹ܿ�������y�{����նȣ�ֱ��Ƭ���_������ij�����Ȟ�ֹ������������ճ��ͷ����Ƽ������|�κ�ģ�߱��棬�Ƽ������ɶȸߣ������κ�覴á�������ϱ����������ģ��Ƽ����Ծ�����С�Ĺ������ʺ����ԣ��ʿ����������w�C������x���ֺ��촰�ȡ�
��՟oģ���ͷ��ڳ����^����ֻ�ܸ�׃�Ƽ�������̶Ⱥ������Π��˲��ܳ������͏��s���Ƽ������⣬�����^���У��S������̶ȵ��������׃�΅^����Ƭ�����ģ��ĺ�Ȳ����pС����ˌ��H���a������ȣ�H/D��һ�㑪С��75%��
���\�ô˷��M�мӹ��r�������T������쾚�ļ��ɣ��{������նȣ��Եõ������OӋҪ���݆���ͳߴ�һ�µĮaƷ��
���������ģ��ģ���������ģ����ģ������
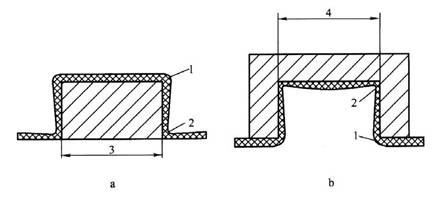
����������ܳ��ͣ��ܟ�IJ��σH��һ���c����������|���@�ӣ������cģ����ӵ���;����c����ģ����ȫ��ͬ����݆�����������Ƽ���δ���|���݆���ͳߴ��ֻ��ȡ�Q�ڲ��ϵĺ�ȡ��������Ͳ����c����ģ�ߵĽ��|��IJ�ͬ�������^�̿ɷ֞��ģ���ģ���͡�
�D2-2 �oģ������ܳ����b��
�D2-3 �oģ������ܳ��ͱں�ֲ�
|
����ģ
|
���ģ
|
���ģ
|
�������f������
|
|
���S�����
|
>0.5
|
>1
|
>1
|
��2-1 ��ͬģ�������S�������
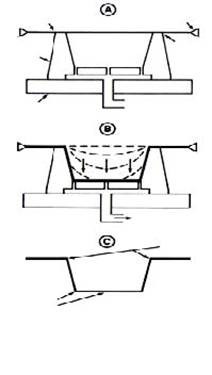
��������ģ����ˇ�^���磨�D2-4����ʾ��
������������ں������^�����Ʒ���^������
��Ʒ����Ҫ���c�ǣ��c����ģ���ͷ�һ�ӣ�ģǻ���N�ϵ�һ���|���^�ߣ��Y����Ҳ���^�r�����¡��ں�����λ���ģ��픲��������λ���ģ�����c����Ľ���^��ԓ��λҲ�������͵IJ�λ����Ʒ���泣�����F�������s�ėl�y����ɗl�y��ԭ������Ƭ�ĸ������N��ģ��ĕr�����Ⱥ�֮�֡����cģ����|�IJ����ȱ�ģ����s�����ں��^�����P�^���У��䠿���О��^δ��s�IJ�λ�����@�N�l�yͨ���ڽӽ�ģ��픲��Ă���̎��ߡ�
�D2-4 �ģ����
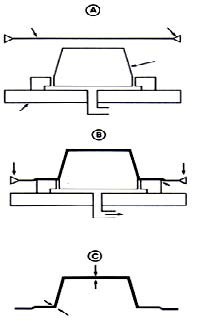
��������ģ����ˇ�^����D���D2-5����ʾ��
���ꎳ��ͷ����a����Ʒ�cģǻ���N�ϵ�һ���|���^�ߣ��Y����Ҳ���^�r�����£��ں�����λ��ģǻ�ײ������λ��ģǻ�����c����Ľ���̎�������Sģǻ��ȵ�������Ʒ�ײ��D��̎�ıھ�׃�ø������������ģ���ͷ����m�����a��Ⱥܴ����Ʒ��
�D2-5 �ģ����
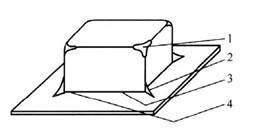
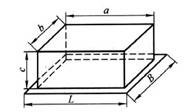
���������ģ���ͣ��Ƽ��ăȳߴ��Ǻܾ��_�ģ���������c������ܳ�������ӵ�һ�档�෴�������ģ���ͣ���Ʒ����ߴ��Ǻܾ��_�ģ�������ⲿ�c������ܳ���ģ������|�磨�D2-6����
�D 2-6a�ģ���ͣ����D����b �ģ���ͣ����D��
1-��λ��2-����λ��3-��Ʒ�ăȳߴ磻4-��ߴ�
���������ģ�Ƽ��҂����ע�������}��
�� ��ʹ�øߵĽ�ʽģ���M�мӹ��r���e�Ǯ�ģ���c�A�ֿ���g�ľ��x�ܴ�r�����a�����ޣ��D2-7)
�� �ڽ���̎���a����s�l�y���D2-7)��
�� ����̎�ں��D2-7)��
�� ���ڂȱ�б�Ȳ����ʹÓģ���y��
�� �ڳ��ͅ^���A��ģ��ǻģ�ߵ�Ƕ�����A����֮�g���a��С�Ŀp϶��
�� �ģ����ģ��ͨ�����ģ�r�������
�D2-7 �ģ�Ƽ��е�ȱ�ݼ���������������D��
1-��s���E��2-���ޣ�3-����λ��4-��λ
���������ģ�Ƽ��҂����ע���䣨�D2-8) �����߅���������߅����ȣ����Ľ��磻���ģ�кܺõ�Óģ�ԣ��ģģ��ͨ�����ģ�r��ߡ� ���ǣ�����ÿһ�N��r֮�еIJ���Ӱ푶�����ͨ�^�����m���ļӹ����������͡�
�D2-8 �ģ�Ƽ��ĵ�������
1-�����߅����2-���Ľ���

�ġ����ܙC�������b��
1���A�o�O��
����Ƭ�ij��͕r��Ƭ�ı��̶��ڊA�o�b���ϡ���������ܳ��͵�ͨ���͙C�͏ͺ��͵ğ���͙C�϶���ñ��ڹ̶����N�ߴ�Ƭ�ĵĊA�o�b�á��е����������͙C��һ�A�o��ܡ�
�A�o�b�ÿɷ֞���һ��ǿ��ʽ����һ��Ƿְ�ʽ�����ʽ�A�o�b�����ϡ��ɂ���ܽM�ɡ�Ƭ�ĊA�ڃɂ����֮�g����ܴ��_�r���¿��һ�㱣�̶ֹ���B�����N��͆ι�λ���͙C�Ͽ�ܵ��²�ֱ�ӹ̶��ڳ������ϡ������b�����ͳ�Ʒȡ�����քӺͰ��Ԅӳ��͙C�ϣ�����ܳߴ�ܴ�r�����b���ڿ�ܴ��_�����ȵİ�ȫ�����b�á������ͻ������^���������Ҫ��A�o�����ڱ��^���ķ������{������ˣ����Ãɂ����z݁���Ï�������o�������Љ����{���b�á��B�m��Ƭ���͙C�ĊA�o�ǃ�߅����cǰ���l�Ĺ�ͬ���á�
�A�o�b����ò����Ԅӿ��ƣ����ڄ���Ѹ�٣�������������Ƽ��|����Ч�ʡ�
2�����ܼӟ��O��
����������Ƭ�ĺͱ�Ĥ��������ܳ����^�̣���Ҫ����֮һ����Ƭ�ļӟᣬƬ��ܛ���ɿ����Ե��O�䡣늼ӟ�ij��m�r�g���|��ȡ�Q�ڼӟ����ĽY����ݗ������ضȂ���ğ�T�ԣ�Ƭ���c�ӟ����g�ľ��x��ݗ��������ϵ�����ӟ�������������Լ����ϵğ��������ܡ����õļӟ�����늼ӟ��������wݗ�����ͼt�⾀�ӟ�����
3����������O��
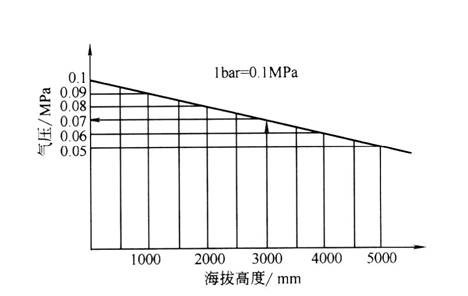
���ϵ�y����ձá�����ޡ��y�T����·�Լ���ձ��ȽM�ɣ�����ճ����г����ÆΪ��C����ձã��˷N�õ���նȑ��_��0.07~0.09 Mpa��520mmHg�����ϡ������һ�����ñ�䓰庸�ӵĈA�������w�����ǙE�A�εġ������������ّ����������ҵ�������һ�롣��չ�·�ϣ�����b���m�����y�T���Կ������խ������
��ձõ��D�ӹ����ɳ����O��Ĵ�С�ͳ����ٶțQ�����^�������ٶ��^����O�䳣�ô���2~4KW�ġ��������ϵ�y�Ĵ�Сҕ���S���w���a�Ͱlչ��Ҫ�������
4�����܉��s�՚��O��
���ϵ�y���ɳ��͙C���펧�Љ��s�C������ޡ�܇�g����·�����y�T�ȽM�ɡ����͙C��Ҫ������0.6~0.7MPa�ĉ��s�՚�,���N������ܳ��͙C�V�����û���ʽ�՚≺�s�C��Ҳ�����ô��͵�����ʽ�՚≺�s�C���S���o��
���s�՚���������ڳ����⣬߀�Ю�һ��������Óģ������Ʒ������s�Ͳٿvģ�߿�ܺ��\�DƬ�ĵșC�������Ą�����
5��������s�O��
����������aЧ�ʣ�������ܳ�����ƷÓģǰ�����M����s���������r���Ƽ��cģ�߽��|�ăȱ��������涼��s��������ò��Ã��b��s�P�ܵ�ģ�ߡ����ڷǽ���ģ�ߣ���ľ�ġ�ʯ�ࡢ�����w�S�������ϡ��h����֬��ģ�ߣ���o����ˮ�䣬�ɸ����L�䣬��������ˮ�F����s������ܳ����Ƽ�������档
���a����������Ȼ��s���ԫ@���˻��Ƽ�������������Ƽ����͛_���ԡ���ˮ��s�mȻ���aЧ�ʸߣ����Ƽ��ȑ����^��
6������Óģ�O��
Óģ�nj���Ʒ�Ƴ�ģ�⣬ͨ���oՓ�ǰ�ģ߀��ģ������������������Ʒ��s�տs���N�oģ�ߣ�����ͨ�^������������෴�����Lʹ֮Óģ��
���䌦��Óģб��С�Ļ��а�ģ��ģ�ߣ�ͬ�rʹ��Óģ�C���ײ����ʎÓģ��
7�����ܿ����O��
����ϵ�yһ�������������ܳ��ͳ��͡�����^���а����x�����x�����ܵ����y�T���������̈́����M�п��ơ����Ʒ�ʽ���քӡ�늚�-�Cе�Ԅӿ��ơ���X���Ƶȣ����w�x��Ҫ�������Ͷ�Y�˹��M�����gҪ��ԭ���M�á����a�;S���O���M�õ����ؾC�Ͽ��]��
�塢������Ч���͉���
���˳��͜ضȡ�ģ�ߜضȺ͠������õ�Ӱ��⣬������ܳ����Ƽ��ij��;���߀��Ҫ��ه�ڟ��Ƽ��cģ��֮�g����Ч���|������???? ģ�����A������^���Е��a��һ���Ľ��|�������D2-9a��������Ʒ���͕r�����ڽ��|̎����ջ���ʹ�������ęCе�������־͕��a��һ���ij��͉������@Ҳ�����f���|̎����Ч�����Ǡ���a���Ľ��|����������ջ������ęCе�����a���ij��͉���֮�͡����������ą^���Ͳ������A����֮��δ�cģ������|���е�������K���졣�@Щ�^������Ч���|�������ڳ��͉����ͳ��Ͳ��ϳ��͕r�a���ķ�����֮��D2-9����
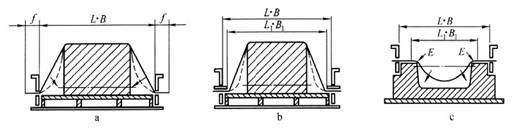
�D2-9 �ɲ��ϵij��͉����ͷ�����֮�͵ó���Ч���͉����ĺ��D
a ��b �ģ��c ��d �ģ (+��ģ����e����ԓ��e�^����ϵ���Ч���͉�������|���������ӣ���-��ģ����e����ԓ��e�^����Ч���͉�������Ͳ��ϵķ�����������
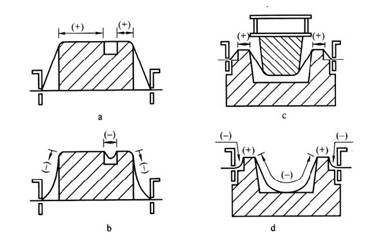
����ģ�����ͣ��ģ��ͨ���ij��͉���������eģ�Ƽ�0.2 �� 0.3MPa ( 2 ��3bar ) ��С���Ƽ����_0.7MPa ( 7bar ����???? ������ճ��ͣ����͉����^�ͣ�����Ҫȡ�Q�ڵĴ�≺����???? �ں��θ߶Ȟ顣�r����ʹ�ø��|������ձÕr��ģ�܉������_���s0.O98MPa ( 0 . 98bar ����???? ������ծa���ĉ������ڳ��Ͳ���һ�����ܵ��Ĵ�≺�c��һ�Ȯa������յĉ�����Խ��|������ȡ�Q�ڿ՚≺�����ܷ�ȡ���ˣ���ʹʹ����õ���ձã��S���θ߶ȵ������͉���Ҳ�����ཱུ�ͣ��D2-10����
�������ܳ�����e��������e���A��߅��
�A�ֿ����Ȳ����ȴ�С�����^�����e���Q�������e���D2-11����������e����ָ�ڳ����^���аl������ą^�����e������ه���Ƽ���Ҏ���c�A��߅���Ƿ���Ҫ�ӟ�o�P��???? �������£����Ͳ���δ�ܟ�ą^����δ�ܟ�ĊA��߅�������տs�������͵IJ��քt�ڳ��ͺ��տs�����Dz�ͬ�տs�ą^������ģ�����׃�Ρ�
���ڌ��H���õ����x�����Ƽ��ĊA��߅����Óģ�������ͱ��Д࣬��ô���Ͳ����M�мӟ��A��߅�������Ƽ��ϣ��o��߅�����^�̣����A��߅�ͱ�횼ӟᵽ���ϵ�Tg���ϡ�
�D2-10 ���͙C���ĺ��θ߶Ȍ���ճ����еĿ՚≺����Ӱ�
�ߡ����U�ϣ�߅�ϣ���e�͏U�ϱ���
���ՏU�Ϸִ磬���ɱ�����������Ҫ���x��������Ʒ���ܵ���߅�����Ǜ]�о��_�����ģ����������������rӰ푡��҂�������������������������
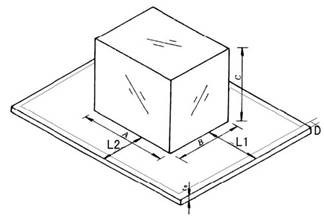
����Ӌ����;��κ�(��D2-12)��200mm ��ģ�ߵ���e��430x950) mm2����Ʒ��ģ�ߵ�ƽ����������10mm߅λ���У����aƷ�ߴ�440x960mm2����������Ƭ����e��610x1200) mm2 ���A��߅����߅��20mm����˷N��r�r�ďU�ϱȡ�
�D2-11 ������e��������e a �����ģ���ͣ�������e����������e��
b �������ģ���������ڸ��ӵı��o������ö�ʹ������e�pС��
c ���ģ������Ҏ���ļӹ�������e
L �� B-���ͅ^��Ll �� B1-������e��?-�A��߅����
E-�ģ�����Р�����ʼ̎���ں�l��׃����
�D2-12 ���κ�������Ʒ���D����߅���߅��ij�Ʒ�D��
AB-ģ�ߵ��棬C-�߶ȣ�L1��L2-ģ�����쵽Ƭ��߅�����L�ȣ�D-�A��߅��
Ƭ�ĵďU���ɊA��߅����e�ͽ���������ó���Ʒ���Ƭ����e�M�ɣ�����Ҫ��Ӌ�㽛�^�������Ʒ��߀ʣ����ٷ�����߅�ϡ�
ע�����ܲ�߅��e����Ʒ�ļ�����e
�����˹�ʽӋ�㣺
����/��ǻ��e= [(610-20x2)(1200-20x2)]/{(430x950+430x200x2+950x200x2)+ [(610-20x2)(1200-20x2)- 430x950]} = 66120/1174720 = 0.056
�U����e= 0.056x[(610-20x2)(1200-20x2)-440x960]+[610x1200-(610-20x2)(1200-20x2)]
=142353.2 mm2
�U�ϱ��� = 142353.2/(610x1200) = 0.194��19.4��
�ˡ������Ś��桢�Ś�ס��Ś�ۡ��ۿ�
��������ܳ��ͼӹ��^���У����˳�ȥ���ϲ����cģ��֮�g�������Ě��w��ģ�߱�������Ś�Ļ��������Ś���Ś�ۣ��@����ʹ�՚�ͨ�^����b�ã����D�ƣ����ٵij�ȥ�����w���OӋ����ģ���OӋ�¹�Ԕ����B��
�š�����Óģб��
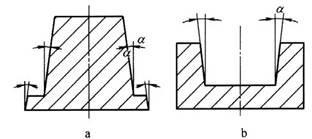
�����ģ���ͣ���Ʒ���տs���o�N��ģ���ϣ������چ�ǻ�ģ���ͣ���Ʒ�տs�����Ó�xģ�߱��档�����܉�Óģ��ģ�߂����횾���һ���ăAб�ȡ���Óģ�����ϣ�ģ�߂���ăA�DZ��Q��Óģб�ȣ�Ҋ�D2-13����Óģб�ȑ�ԓȡ�ñM���ܴ�Óģб��Խ��ÓģԽ�죬��������Խ�̣�������Óģ���^������Ʒ׃�εĿ�����С�����ģ�͆��ģ��Óģб��һ��飺a=3o��5o �������տs�ʣ�0.5���ĺ�����Óģa > 0.50 ��
�D2-13 Óģб��
a���ģ�� b ���ģ
ʮ�����ܳ��ͱȺ͠�����
���ͱȣ��D2-14����ָ��Ʒ����������H �c������B ֮�ȣ����c������ֱ��D ֮�ȡ����ͱȲ����ܜʴ_��ӳ������ȡ����ͱȿɸ����D2-14 �õ���
���ܳ�����e��L �� B ����L > B ���L����ģ��Ʒ�� ���ͱȣ�H ��B ���L���Σ���H ��D ���A��ģ��Ʒ�� �������ָģ����߅ǰ�ı��棨�����A��߅�����c������e֮�ȣ���Y�������D2-15��
�����S = F2/F1
ʽ��F1�D �����A��߅��������Ͳ�����e��
F2�D ��Ʒ��ģ����e
�y�����H����ȵļ��ɣ����ڎ��Π�dz����s��ģ��Ʒ������ȿ����������̎��һ��ܛ�ߺ������M�Мy����Ҋ�D2-16 ��������B ����Ġ���� = ���ߜy���ߴ磯����B
�D2-14 ���ͱ� a ��b ��ͬ���w�ij��ͱ�H ��B ; c �A�Ύ��w�ij��ͱ�
�D2-15 ����Ӌ��ں���Ƽ��ߴ�
|
